Een keteleconomiser is een van de meest kosteneffectieve componenten die u aan elk industrieel ketelsysteem kunt toevoegen. Simpel gezegd: het systeem wint warmte terug uit rookgas dat anders in de schoorsteen zou worden verspild en gebruikt die teruggewonnen energie om het voedingswater voor te verwarmen voordat het in de keteltrommel terechtkomt. Het resultaat is een meetbare vermindering van het brandstofverbruik en een betekenisvolle verbetering van de algehele thermische efficiëntie – vaak in de buurt van 5% tot 15% afhankelijk van systeemomstandigheden en rookgastemperatuur.
Voor facility managers en fabrieksingenieurs die de ketels 24 uur per dag laten draaien, vertaalt die efficiëntiewinst zich rechtstreeks in lagere bedrijfskosten en verminderde uitstoot. Begrijpen hoe de economizer feitelijk werkt – en hoe je er een op de juiste manier kunt selecteren of onderhouden – is daarom een praktische aangelegenheid, niet alleen een technische.
Het kernprincipe: warmte-uitwisseling tussen rookgas en voedingswater
De economiser wordt in het uitlaatgastraject van de ketel geplaatst – doorgaans in het achterdoorgangs- of staartkanaalgedeelte – na de belangrijkste warmtewisselingsoppervlakken zoals de oververhitter en de verdamper. Op dit punt heeft het rookgas zijn hoge temperatuurwarmte al opgegeven om stoom te genereren, maar het bevat nog steeds een aanzienlijke hoeveelheid thermische energie. In de meeste industriële ketels varieert het rookgas in dit stadium van 200°C tot 400°C . Zonder een economizer verlaat die warmte de schoorsteen en gaat volledig verloren.
De economizer onderschept deze stroom. Het voedingswater uit de voedingspomp komt de economiserbuizen binnen op een relatief lage temperatuur (gewoonlijk tussen 30°C en 80°C) en stroomt door een kronkelige of spiraalvormige buisopstelling, terwijl heet rookgas over of over de buizenbundel aan de mantelzijde stroomt. Warmte wordt via de buiswanden van het gas naar het water overgedragen, waardoor de temperatuur van het voedingswater stijgt voordat het de stoomtrommel of het verdampergedeelte binnengaat.
Dit is een tegenstroom-warmte-uitwisselingsproces: rookgas en voedingswater bewegen zich doorgaans in tegengestelde richtingen, waardoor het temperatuurverschil over de warmteoverdrachtsoppervlakken wordt gemaximaliseerd en de efficiëntie wordt verbeterd. Een goed ontworpen economiser kan de temperatuur van het voedingswater verhogen 20°C tot 60°C in één enkele doorgang, afhankelijk van het oppervlak, de buisgeometrie en de gassnelheid.
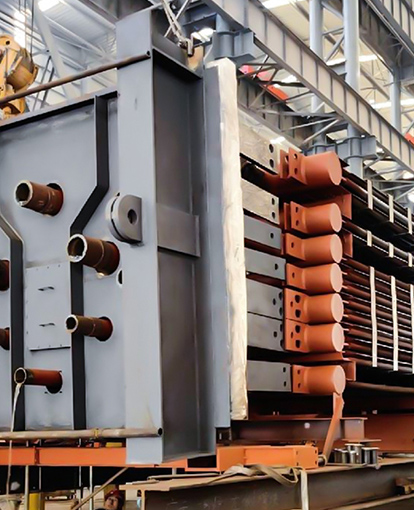
Belangrijkste componenten waaruit een keteleconomiser bestaat
Als u begrijpt waar een economizer uit bestaat, wordt duidelijk waarom ontwerpkeuzes zo belangrijk zijn in termen van prestaties en levensduur.
- Buizenbundel: Het kernelement voor warmteoverdracht. Buizen zijn doorgaans gemaakt van koolstofstaal (bijvoorbeeld SA210C) voor standaardtoepassingen of gelegeerde staalsoorten zoals T91 of 12Cr1MoVG voor omgevingen met hogere temperaturen of corrosieve omstandigheden. De buitendiameter van de buis, de wanddikte en de steek van de lay-out hebben allemaal invloed op de warmteoverdrachtscoëfficiënt en de drukval.
- Finned buizen (indien van toepassing): Veel economizers gebruiken lamellenbuizen – spiraalvormig of H-type – om het externe oppervlak dat aan rookgas wordt blootgesteld te vergroten. Een lamellenbuis kan het effectieve warmteoverdrachtsoppervlak met een factor 3 tot 6 vergroten in vergelijking met een kale buis van dezelfde lengte, waardoor de fysieke voetafdruk van de unit aanzienlijk wordt verkleind.
- Headers en spruitstukken: Inlaat- en uitlaatspruitstukken verzamelen en verdelen het voedingswater gelijkmatig over de buisrijen. Een goed headerontwerp zorgt voor een uniforme stroomverdeling, waardoor plaatselijke oververhitting of stagnatie van de stroom wordt voorkomen.
- Behuizing en bypass-dempers: De buitenmantel bevat de buizenbundel binnen de rookgasstroom. Sommige ontwerpen bevatten bypass-dempers waarmee operators rookgas rond de economizer kunnen leiden tijdens omstandigheden met lage belasting, waardoor condensatieproblemen worden voorkomen.
- Roetblazers of reinigingssystemen: In kolengestookte of biomassasystemen waar rookgas deeltjes bevat, is periodieke buisreiniging noodzakelijk om de warmteoverdrachtsprestaties op peil te houden en asbrugvorming te voorkomen.
Hoe efficiëntiewinsten worden berekend
Een veelgebruikte vuistregel in de ketelbouw is dat elke daling van de rookgasuitlaattemperatuur met 6°C komt overeen met een verbetering van ongeveer 1% in het thermisch rendement van de ketel . Dit cijfer varieert afhankelijk van het brandstoftype en de systeemconfiguratie, maar geeft een bruikbaar idee van wat een economizer levert.
Beschouw een aardgasketel met een ingangsvermogen van 10 MW en een rookgasuitlaattemperatuur van 350°C. Het installeren van een economizer die de uitgangstemperatuur verlaagt tot 180°C – een verlaging van 170°C – zou theoretisch de efficiëntie verbeteren met ongeveer 28 procentpunten van dat bereik, of ongeveer 4-5% absolute efficiëntiewinst, afhankelijk van de specifieke opstelling. Meer dan een jaar ononderbroken gebruik vertaalt zich in aanzienlijke brandstofbesparingen en een overeenkomstige aanzienlijke vermindering van de uitstoot van CO₂, NOₓ en deeltjes.
De verbeterde temperatuur van het voedingswater vermindert ook de thermische spanning op de keteltrommel door het temperatuurverschil tussen het binnenkomende water en het hete trommelmetaal te verkleinen – een voordeel voor zowel de levensduur van de ketel als de operationele stabiliteit.
Soorten keteleconomisers en hun specifieke toepassingen
Niet alle economen zijn hetzelfde. Het juiste ontwerp is sterk afhankelijk van het brandstoftype, de rookgassamenstelling, het temperatuurbereik en de stofbelasting. Hieronder vindt u een vergelijking van de veel voorkomende typen die wij produceren:
| Economizer-type | Typische rookgastemperatuur | Primaire toepassing | Belangrijkste ontwerpfunctie |
|---|---|---|---|
| Rookgaseconomiser voor ketelstaart | 120–400°C | Kolengestookte, gasgestookte, biomassaketels | Lamellenbuizen met groot oppervlak, corrosiebescherming bij lage temperaturen |
| Rookgaseconomiser voor industriële ovens | 400–600°C | Keramische ovens, glasovens, metallurgische ovens | Stofbestendige buisafstand, slijtvaste materialen |
| Procesapparatuur Rookgaseconomiser | 250–400°C | Raffinaderijen, petrochemische verwarmingstoestellen, synthesereactoren | Corrosiebestendige legeringen, afgedicht ontwerp voor gevaarlijke media |
| HRSG Economizer-module | 150–350°C | Uitlaatgassen van gasturbines, energiecentrales met gecombineerde cyclus | Modulaire montage, horizontale of verticale gasstroomconfiguratie |
Bijzonder belangrijk is de keuze tussen een kale buis- en een ribbenbuisconstructie. Voor schone gastoepassingen zoals aardgas of lichte olie zijn buizen met spiraalvormige ribben standaard omdat ze het oppervlak maximaliseren zonder zorgen over vervuiling. Voor stoffig rookgas uit de verbranding van steenkool of ovenuitlaat wordt de voorkeur gegeven aan H-type ribbenbuizen met grotere lamelafstanden en vlakke lamelgeometrie; deze laten deeltjes vrijer door en zijn gemakkelijker schoon te maken.
Het risico van corrosie bij lage temperaturen en hoe dit te beheersen
Een van de belangrijkste ontwerpbeperkingen voor een keteleconomiser is het zuurdauwpunt van het rookgas. Wanneer zwavelhoudende brandstoffen – steenkool, zware stookolie, procesgas met H₂S – worden verbrand, ontstaat er zwaveltrioxide (SO₃) in de verbrandingszone. In de rookgasstroom reageert SO3 met waterdamp tot zwavelzuurdamp. Als de temperatuur van het buisoppervlak onder het zuurdauwpunt daalt (doorgaans 120°C tot 160°C bij zwavelhoudende brandstoffen condenseert zwavelzuur op het buisoppervlak en veroorzaakt snelle corrosie.
Dit is de reden waarom de uitlaatgastemperatuur van de economizer niet eenvoudigweg naar de laagst mogelijke waarde wordt gestuurd; er is een praktische vloer die wordt bepaald door het corrosierisico. Bij stookolie- of kolengestookte systemen wordt de rookgasuitlaattemperatuur doorgaans hoger gehouden 140–160°C om een veiligheidsmarge boven het zuurdauwpunt te bieden.
Strategieën voor het beheersen van corrosie bij lage temperaturen
- Gebruik van corrosiebestendige buismaterialen zoals ND-staal (09CrCuSb), dat speciaal voor deze omgeving is ontwikkeld en aanzienlijk beter presteert dan standaard koolstofstaal in zwavelzuurcondensaat
- Het handhaven van de minimale voedingswatertemperatuur bij de inlaat van de economizer, doorgaans boven 60°C, om de metaaltemperatuur van de buis boven het dauwpunt te houden
- Het installeren van een lage-temperatuur-economiser als secundaire fase stroomafwaarts, speciaal ontworpen met corrosiebestendige materialen om extra warmte terug te winnen onder de conventionele dauwpuntlimiet
- Bewaken van het zwavelgehalte van het rookgas en aanpassen van de bypass-werking tijdens veranderingen in de brandstofkwaliteit
Integratie in HRSG-systemen
Bij stoomgeneratoren met warmteterugwinning (HRSG) is de economizer geen op zichzelf staande toevoeging, maar een integraal onderdeel van de drukdeelmodulestapel. Een typische HRSG in een energiecentrale met gecombineerde cyclus zal meerdere drukniveaus hebben: hoge druk (HP), middendruk (IP) en lage druk (LP) – elk met zijn eigen verdamper- en economisersectie. De uitlaatgassen van de gasturbine, die doorgaans binnenkomen op 500°C tot 620°C , stroomt achtereenvolgens door oververhitters, verdampers en economizers op elk drukniveau.
De economisersecties in deze opstelling vervullen dezelfde fundamentele rol als in een conventionele ketel – het voorverwarmen van voedingswater met behulp van restrookgaswarmte – maar moeten worden ontworpen voor de specifieke temperatuurvensters, stroomsnelheden en stoomopwekkingsvereisten van de HRSG-cyclus. Uitlijning van module tot module, beheer van thermische uitzetting en bypassvoorzieningen worden allemaal kritische technische factoren op deze schaal.
Voor projecten op deze schaal leveren wij volledig engineered HRSG-modules inclusief economisersecties , met materialen en configuraties gespecificeerd voor elk drukniveau en gastemperatuurprofiel.
Waar u op moet letten bij het selecteren van een boilereconomiser
Als u een economiser voor een nieuw of bestaand ketelsysteem evalueert, moeten de volgende parameters duidelijk worden gedefinieerd voordat u een fabrikant inschakelt:
- Rookgasdebiet en temperatuurbereik — zowel ontwerppunt als minimale/maximale bedrijfsomstandigheden
- Inlaattemperatuur voedingswater en beoogde uitlaattemperatuur — bepaalt de vereiste warmteoverdrachtsbelasting
- Brandstoftype en zwavelgehalte — bepaalt het corrosierisico en de materiaalkeuze
- Rookgasstofbelasting — heeft invloed op de selectie van het vintype en de vereisten voor het reinigingssysteem
- Beschikbare ruimte en installatieoriëntatie — verticale versus horizontale gasstroom beïnvloedt de module-indeling
- Toepasselijke codes en drukvatnormen — ASME, EN of lokale nationale normen, afhankelijk van de projectlocatie
- Toegankelijkheid voor onderhoud — Toegang tot buisreiniging, inspectiepoorten en voorzieningen voor afvoer van de header
Een goed gespecificeerde economiser die op deze parameters is afgestemd, zal gedurende een levensduur van 15 tot 20 jaar consistent zijn nominale efficiëntieverbetering leveren met minimaal onderhoud. Een ondermaats of verkeerd gespecificeerd apparaat kan mogelijk niet de ontwerpprestaties halen of te maken krijgen met voortijdige buisstoringen, waardoor de verwachte terugverdientijd volledig wordt uitgewist.
Wij bieden een volledig assortiment aan industriële keteleconomisers ontworpen en vervaardigd volgens klantspecifieke procesomstandigheden, met configuraties voor rookgasterugwinning uit ketelstaarten, industriële ovenuitlaat en petrochemische procestoepassingen. Alle units worden geproduceerd onder ASME-S en ISO-gecertificeerde kwaliteitssystemen.
Onderhoudspraktijken die prestaties op lange termijn behouden
Zelfs een goed ontworpen economizer zal in prestaties achteruitgaan als het onderhoud wordt verwaarloosd. De twee belangrijkste afbraakmechanismen zijn externe vervuiling (afzetting van as en roet op buisoppervlakken) en interne aanslag of corrosie (door slechte voedingswaterkwaliteit of zuurcondensaat).
Externe vervuiling
Een roetlaag van 1 mm op een buisoppervlak kan de warmteoverdrachtscoëfficiënt verminderen 10–20% . In kolengestookte en biomassasystemen is het gepland roetblazen tijdens bedrijf en het wassen van water tijdens stroomonderbrekingen standaardpraktijk. De frequentie hangt af van het brandstofasgehalte; kolen met een hoog asgehalte kunnen dagelijkse blaascycli vereisen, terwijl gasgestookte systemen met een laag stofgehalte wellicht slechts jaarlijks moeten worden schoongemaakt.
Interne schaalvergroting en waterkwaliteit
Calcium- en magnesiumaanslag in de economiserbuizen isoleert de binnenwand en verhoogt geleidelijk de metaaltemperatuur van de buis. Een kalklaag van 0,5 mm kan de temperatuur van de buiswand met 2% verhogen 30–50°C , waardoor het risico op corrosie toeneemt en uiteindelijk kan leiden tot buisbreuk. Het handhaven van een goede ketelwaterbehandeling – inclusief hardheidscontrole, ontluchting en pH-beheer – is net zo belangrijk als elke mechanische onderhoudstaak.
Periodieke inspectie met behulp van wervelstroomtesten of ultrasone wanddiktemetingen maakt vroegtijdige detectie van wandverdunning mogelijk voordat dit een faalrisico wordt. Het vaststellen van een nulmeting bij de inbedrijfstelling en het volgen van wijzigingen tijdens opeenvolgende storingen geeft operators de gegevens die nodig zijn om de vervanging van slangen proactief in plaats van reactief te plannen.