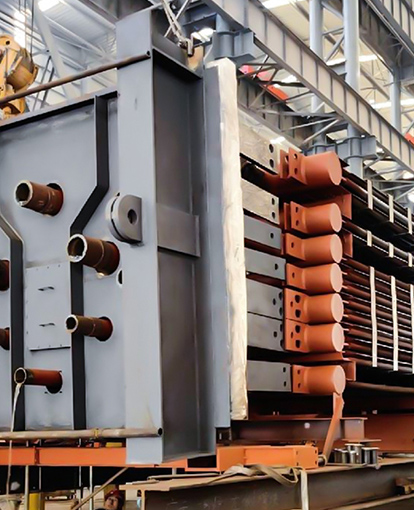
Wat zijn ketelvinbuizen en hoe werken ze?
Ketel ribbenbuizen zijn warmteoverdrachtscomponenten uitgerust met verlengde oppervlaktevinnen langs hun buitenwanden, ontworpen om de snelheid van de warmte-uitwisseling tussen hete rookgassen en de vloeistof die in de buis stroomt dramatisch te verhogen. Door het effectieve contactoppervlak uit te breiden – soms met een factor 5 tot 10 keer vergeleken met gewone buizen: dankzij lamellenbuizen kunnen ketels meer energie uit verbrandingsgassen halen voordat ze de schoorsteen verlaten, waardoor de thermische efficiëntie direct wordt verbeterd.
Het werkingsprincipe is eenvoudig: hete gassen passeren het gevinde oppervlak en brengen warmte over naar zowel de vinnen als de wand van de basisbuis. De vinnen geleiden die warmte naar binnen naar de buis, waar deze wordt geabsorbeerd door water, stoom of een ander warmteoverdrachtsmedium. De geometrie, het materiaal en de vindichtheid zijn allemaal ontworpen om de warmteoverdrachtsprestaties in evenwicht te brengen met drukval en weerstand tegen vervuiling.
Belangrijkste soorten ribbenbuizen die worden gebruikt in keteltoepassingen
Verschillende ketelontwerpen en bedrijfsomstandigheden vragen om verschillende lamelconfiguraties. De meest gespecificeerde typen zijn onder meer:
- Spiraalvormige (spiraalvormige) ribbenbuizen — Een doorlopende stripvin die spiraalvormig rond de basisbuis is gewikkeld. Op grote schaal gebruikt in economizers en luchtvoorverwarmers vanwege hun uniforme lamellenafstand en structurele integriteit onder thermische cycli.
- Longitudinale ribbenbuizen — Vinnen die parallel lopen aan de buisas, bij voorkeur waar de gasstroom evenwijdig is aan de buislengte of waar afvoer van condensaat van cruciaal belang is.
- Bezaaide buizen — Individuele noppen die op het buisoppervlak zijn gelast, gebruikt in omgevingen met hoge temperaturen en veel as, zoals biomassa- en afvalwarmteketels, waar doorlopende vinnen as zouden verzamelen en gasdoorgangen zouden verstoppen.
- H-type (HH) ribbenbuizen — Vierkante of rechthoekige lamellenpanelen die in paren aan de buis zijn gelast, waardoor een groot oppervlak ontstaat met relatief brede gasbanen om vervuiling in kolengestookte ketels te voorkomen.
- Geëxtrudeerde lamellenbuizen — Geproduceerd door het mechanisch vervormen van een buitenhuls tot vinnen rond de basisbuis, waardoor uitstekend metallurgisch contact wordt bereikt, en gebruikt waar corrosiebestendigheid van het grootste belang is.
Het selecteren van het juiste type hangt af van de temperatuur aan de gaszijde, de neiging tot vervuiling van de brandstof, de druk aan de buiszijde en de vereiste benaderingstemperatuur tussen de gasuitlaat en de voedingswaterinlaat.
Materiaalen: Metallurgie afstemmen op bedrijfsomstandigheden
Materiaalkeuze is een van de meest consequente beslissingen bij de specificatie van ribbenbuizen. De basisbuis en de vin moeten bestand zijn tegen langdurige blootstelling aan hoge temperaturen, corrosieve rookgasbestanddelen (SO₂, HCl, NOₓ) en drukwisselingen – vaak tegelijkertijd.
| Material | Maximale continue temperatuur. | Typische toepassing |
|---|---|---|
| Koolstofstaal (SA-179 / SA-192) | ~450 °C | Economen, luchtvoorverwarmers op lage temperatuur |
| Gelegeerd staal (T11, T22) | ~580 °C | Oververhitter- en naverwarmzones |
| Roestvrij staal (304, 316, 321) | ~700 °C | Corrosieve gasstromen, afvalverbrandingsketels |
| TP347H / Super304H | ~750 °C | Ultra-superkritische (USC) ketels |
| Nikkellegeringen (Inconel 625, 825) | >800°C | Omgevingen met een hoog chloor- of hoog zwavelgehalte |
Het vinmateriaal hoeft niet altijd bij de basisbuis te passen. Een veel voorkomende combinatie bij Economizer-services is een koolstofstalen basisbuis met massieve roestvrijstalen vinnen, die bestand is tegen dauwpuntcorrosie op het buitenoppervlak, terwijl de grondstofkosten onder controle blijven.
Fin-geometrieparameters en hun effect op de prestaties
Thermische ingenieurs optimaliseren vier primaire geometrische variabelen bij het specificeren van lamellenbuizen voor een warmteterugwinningssectie van een ketel:
- Vinhoogte (h) — Hogere vinnen voegen meer oppervlakte toe, maar verhogen de drukval aan de gaszijde en verminderen de efficiëntie van de vinnen. Hoogtes variëren doorgaans van 6 mm tot 25 mm in toepassingen met utiliteitsketels.
- Vindikte (t) — Dikkere vinnen geleiden de warmte effectiever en zijn bestand tegen erosie, maar verhogen het gewicht en de kosten. Waarden tussen 2 mm en 4 mm zijn gebruikelijk voor gelaste koolstofstalen vinnen.
- Vinhoogte (p) — Een kleinere spoed (meer vinnen per meter) vergroot het totale oppervlak, maar vernauwt de gasbaan, waardoor vervuiling wordt versneld. Voor brandstoffen met een hoog asgehalte zijn steekwaarden van 80–120 vinnen/m gebruikelijk; schone gasstromen kunnen 200–300 vinnen/m gebruiken.
- Fin-efficiëntie (η) — Een berekende dimensieloze verhouding waarin de daadwerkelijke warmte die door de vin wordt overgedragen wordt vergeleken met wat een perfecte, isotherme vin zou overbrengen. Waarden boven 0,85 zijn over het algemeen bedoeld om ervoor te zorgen dat het grotere oppervlak echt voordeel oplevert.
Gekartelde (gekerfde) spiraalvormige vinnen worden steeds vaker gespecificeerd in HRSG-toepassingen (Heat Recovery Steam Generator), omdat het onderbroken vinoppervlak de gasgrenslaag verstoort, waardoor de convectieve warmteoverdrachtscoëfficiënt met 10-20% wordt verbeterd ten opzichte van massieve vinnen met identieke geometrie, zonder een evenredige toename van de drukval.
Productiemethoden: hoe vinnen worden bevestigd
De verbinding tussen vin en buis is van cruciaal belang. Slecht thermisch contact bij de verbinding – veroorzaakt door gaten, oxidelagen of onvoldoende versmelting – creëert een grensvlakweerstand die het grootste deel van de efficiëntiewinst die de vin heeft opgeleverd, kan elimineren. De belangrijkste bevestigingsmethoden zijn:
- Hoogfrequent weerstandslassen (HFW/HF-ERW) — De industriestandaard voor spiraalvormige vinnen. Een hoogfrequente elektrische stroom concentreert zich op het contactpunt tussen de vin en de buis, waardoor een smeedlas ontstaat zonder toevoegmateriaal. Produceert een continue, metallurgisch gebonden verbinding met een contactweerstand die bijna nul is.
- Ondergedompeld booglassen (SAW) — Gebruikt voor H-type en andere dikke, discrete vinnen. Biedt robuuste mechanische sterkte en is zeer geschikt voor dikwandige buizen in hogedruktoepassingen.
- Solderen — Toegepast op aluminium en koperen lamellenbuizen die worden gebruikt in ketelhulpmiddelen voor lage temperaturen en lage druk, zoals luchtvoorverwarmers en oliekoelers.
- Mechanische spanningswikkeling (L-voet of G-type) — De vinstrip is gevormd met een voet die onder spanning om de buis wikkelt. Lagere kosten maar gevoelig voor groei van de contactweerstand na herhaalde thermische cycli; doorgaans beperkt tot niet-kritieke diensten onder de 250 °C.
Toepassingen in ketelsystemen
Op het hele keteleiland worden lamellenbuizen gebruikt, waarbij elke locatie specifieke thermische en mechanische uitdagingen met zich meebrengt:
- Economizers — Warmte terugwinnen uit rookgas om het voedingswater van de ketel voor te verwarmen, waardoor het brandstofverbruik wordt verminderd. Dit is wereldwijd de toepassing met het grootste volume voor spiraalvormige ribbenbuizen van koolstofstaal.
- Oververhitters en opwarmers — Werk bij de hoogste buistemperaturen in de ketel. De lamellenbuizen zijn hier doorgaans van gelegeerd staal of austenitisch roestvrij staal met vinnen met brede steek om de temperaturen aan de gaszijde te beheersen en het kruiprisico te minimaliseren.
- HRSG's (stoomgeneratoren met warmteterugwinning) — Elektriciteitscentrales met een gecombineerde cyclus zijn bijna volledig afhankelijk van ribbenbuizenbundels om warmte te onttrekken aan de uitlaatgassen van gasturbines. HRSG-modules zijn qua aantal buizen de grootste toepassing voor gekartelde ribbenbuizen.
- Afvalwarmteketels (WHB's) — Stroomafwaarts van industriële processen (cementovens, glasovens, chemische reactoren) geïnstalleerd om thermische afvalenergie om te zetten in bruikbare stoom of elektriciteit.
- Biomassa- en afvalenergieketels — Rookgassen met een hoog chloor- en hoogalkaligehalte vereisen corrosiebestendige legeringen en bredere vinnensteek of noppengeometrieën om vervuiling en corrosie te voorkomen.
Kwaliteitsnormen en inspectievereisten
Finse ketelbuizen die bestemd zijn voor drukgebruik moeten voldoen aan erkende codes en onderworpen zijn aan strenge kwaliteitsborging. Belangrijke referentienormen zijn onder meer:
- ASME Sectie I — Regels voor de constructie van krachtketels, inclusief materiaalkwalificatie voor drukhoudende componenten.
- ASTM A-179 / A-192 / A-213 — Materiaalspecificaties van de basisbuis voor naadloze ketelbuizen van koolstofstaal en gelegeerd staal.
- EN 10216-2 — Europese gelijkwaardige norm voor naadloze stalen buizen voor drukdoeleinden bij verhoogde temperaturen.
- Hydrostatisch testen — Elke buis wordt vóór verzending onder druk getest om de las- en buisintegriteit te verifiëren.
- Wervelstroomtesten (ECT) — Niet-destructief onderzoek om scheuren, lasnaden en afwijkingen in de wanddikte op te sporen, vooral in de laszone van de vin.
Inspectie door derden door instanties zoals TÜV, Bureau Veritas of Lloyd's Register is routinematig vereist voor grote elektriciteitscentrale- en HRSG-contracten, met betrekking tot fabriekscertificaten, maatvoeringscontroles, laskwaliteit en vasthoudpunten met hydrotests.
Overwegingen bij onderhoud, vervuiling en levensduur
Zelfs de best ontworpen ribbenbuizen vereisen een onderhoudsstrategie. Vervuiling – de ophoping van as, roet of minerale aanslag op lameloppervlakken – verhoogt de thermische weerstand aan de gaszijde en verhoogt de temperatuur van de rookgasuitlaat, waardoor de efficiëntie van de ketel afneemt. Een aslaag van 1 mm op gevinde buisoppervlakken kan de effectiviteit van de warmteoverdracht met 8–15% verminderen bij het typische onderhoud van een nutsketel.
Effectieve strategieën voor vervuilingsbeheer omvatten:
- Roetblazen met stoom of perslucht tijdens bedrijf
- Akoestische reiniging (geluidshoorns) voor droge, lichte afzettingen
- Waterwassen tijdens geplande stilleggingen wegens zware minerale aanslag
- Het optimaliseren van de lamelsteek in de ontwerpfase om overeen te komen met de voorspelde asbelasting
Met de juiste materiaalkeuze en preventief onderhoud bereiken gelaste spiraalvormige ribbenbuizen in de schone gassector routinematig een levensduur die langer is dan 20 jaar . In agressieve omgevingen, zoals de verbranding van vast stedelijk afval, kunnen geplande vervangingscycli van 8 tot 12 jaar realistischer zijn.